Every year, our technical team receives cables returned from solar farms where the jacket has cracked wide open — sometimes after just five years in the field EN 50618 standards 1. The root cause is almost always the same: poor weather and ozone resistance in the jacket material.
To evaluate weather and ozone resistance of solar PV cable jackets, you must verify compliance with IEC 62930 or EN 50618 standards, request ozone chamber test reports at 200 pphm concentration, confirm UV weathering results over 720 hours, and check that mechanical properties degrade no more than 30% after exposure.
This guide walks you through every test, every report, and every red flag — so you can pick cables that truly last 25 years or more ISO 4892-2 2. Let's dig into the details.
How do I verify that my H1Z2Z2-K solar cables meet the strict TUV standards for ozone and UV resistance?
When we ship H1Z2Z2-K cables to European EPC projects, the first question from procurement teams in Germany is always about TUV certification 3. A certificate number alone is not enough.
To verify TUV compliance, request the original TUV certificate with a traceable ID, confirm it covers EN 50618 or TUV 2PfG 1169 standards, and cross-check the certificate number on TUV's online database. The cable must pass ozone testing at 200 pphm for 72 hours and UV weathering for 720 hours without visible cracks.

What Does TUV Certification Actually Cover?
TUV certification for H1Z2Z2-K solar cables 4 is not a single test. It is a bundle of tests that covers electrical performance, fire behavior, mechanical strength, and — critically — environmental resistance. The ozone and UV portions are among the most demanding.
For ozone resistance, TUV requires cable samples to be placed in a sealed chamber with an ozone concentration of 200 ± 50 × 10⁻⁶ percent at 40 ± 2 °C for 72 hours. The cable is stretched under tension during this period. After the test, the jacket surface must show zero visible cracks under 7× magnification. This is a pass/fail test. There is no middle ground.
For UV and weathering resistance, TUV follows a protocol using xenon arc lamps 5 that simulate real sunlight. The test runs for 720 hours, cycling between water spray and drying phases at 65 ± 3 °C. After this, the jacket must retain at least 70% of its original tensile strength and elongation at break.
How to Cross-Check a TUV Certificate
Many buyers have been burned by fake or expired certificates. Here is a simple verification process:
| Step | Action | What to Look For |
|---|---|---|
| 1 | Request the original PDF certificate | TUV logo, certificate number, issue/expiry dates |
| 2 | Visit the TUV Rheinland Certipedia website 6 | Enter the certificate number; confirm it matches the supplier and product |
| 3 | Check the standard listed | Must reference EN 50618 or TUV 2PfG 1169/08.2007 |
| 4 | Verify the production site | The factory address on the certificate must match the actual supplier |
| 5 | Confirm annual audit status | TUV certificates require annual factory audits; ask for audit date |
On our production line, we keep every TUV audit report on file and share it with buyers on request. We also label each drum with the certificate number so it can be traced back to the specific production batch.
Why Online Verification Matters
A certificate PDF can be forged in minutes. But TUV maintains a public database. If the certificate number does not appear there, or if the listed manufacturer does not match your supplier, walk away. We have seen cases where trading companies present certificates that belong to a completely different factory.
Also, check the expiry date. TUV certificates are valid for a limited period, usually tied to the annual audit cycle. An expired certificate means the factory may have failed its last audit or simply stopped paying for certification — both are red flags.
What specific factory testing reports should I request to ensure the XLPO jacket won't crack after years of exposure?
Our quality control lab runs over a dozen tests on every XLPO compound 7 before it enters production. But not every factory does this. Knowing which reports to ask for separates informed buyers from those who get burned.
Request five critical reports: ozone resistance per EN 50396 (72 hours at 200 pphm), UV weathering per ISO 4892-2 (720 hours xenon arc), thermal aging per IEC 60811-401, tensile strength retention data showing less than 30% degradation, and hot set testing to confirm proper cross-linking of the XLPO jacket material.

The Five Reports You Must Have
Let me break down each report and explain what the numbers should look like.
1. Ozone Resistance Report (EN 50396 or equivalent)
This report should state the exact ozone concentration, temperature, exposure duration, and strain applied to the cable. The result must clearly say "no cracks observed." If the report uses vague language like "acceptable performance," push back and ask for the raw data.
2. UV Weathering Report (ISO 4892-2)
This simulates years of sun exposure in a controlled chamber. The report should include irradiance level (typically 0.51 W/m² at 340 nm), black panel temperature, and the number of cycles. After 720 hours, compare the tensile strength and elongation before and after. A change of more than -30% is a failure.
3. Thermal Aging Report (IEC 60811-401)
This tests how the jacket holds up under prolonged heat. Samples are aged in an oven at the cable's rated temperature (usually 120 °C for XLPO) for a defined period. The report should show minimal change in flexibility and tensile properties.
4. Hot Set Test
This is the gold standard for verifying cross-linking. A sample is loaded under tension at 200 °C. Properly cross-linked XLPO will elongate less than 175% and have zero permanent set after cooling. If the hot set values are high, the cross-linking process was insufficient — and the cable will fail in the field.
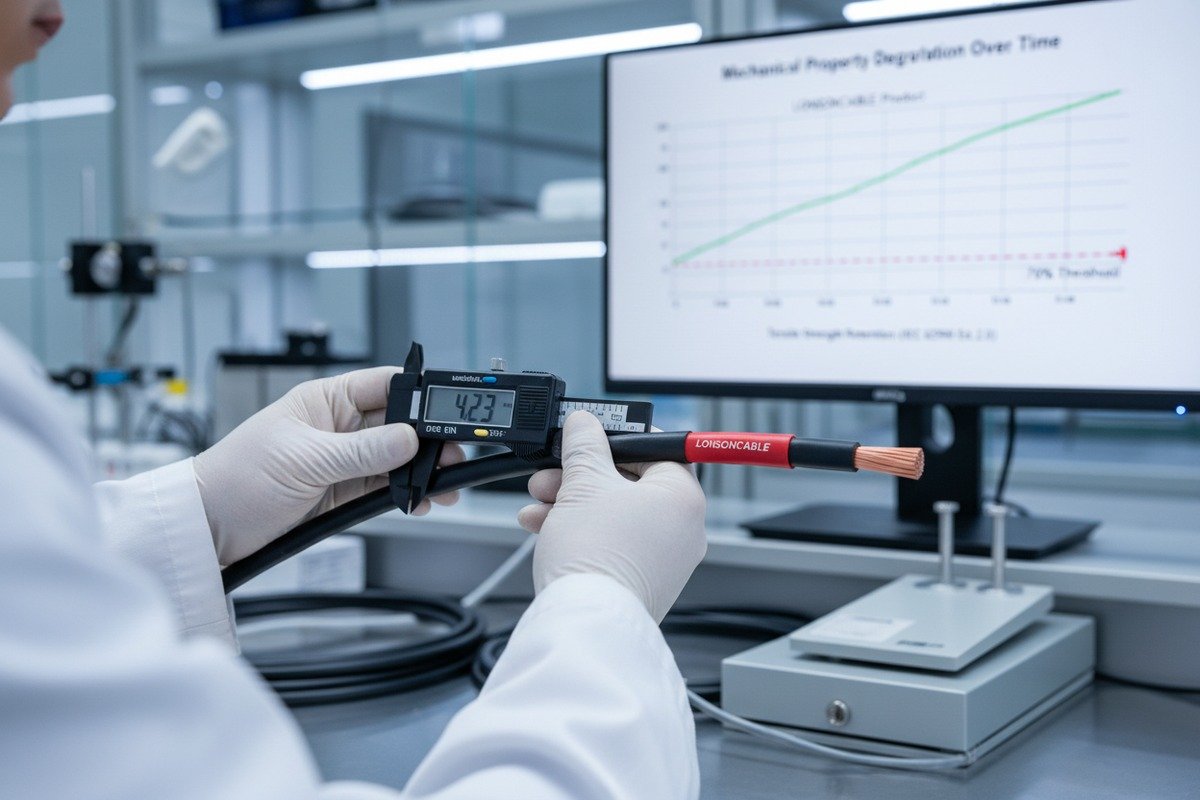
5. Mechanical Property Retention Summary
This is a combined report showing before-and-after values for all environmental tests. Here is what good numbers look like:
| Property | Before Exposure | After 720h UV | After 72h Ozone | Acceptable Change |
|---|---|---|---|---|
| Tensile Strength (MPa) | ≥ 12.5 | ≥ 8.75 | ≥ 12.5 | ≤ -30% |
| Elongation at Break (%) | ≥ 200 | ≥ 140 | ≥ 200 | ≤ -30% |
| Surface Condition | Smooth | No cracks | No cracks | Pass/Fail |
| Hot Set Elongation (%) | — | — | — | ≤ 175% at 200°C |
What About Batch-Level Testing?
Here is something many buyers miss: a type test report proves the cable design works. But it does not prove every production batch meets the same standard. At our factory, we perform routine tests on every production run, including hot set, tensile strength, and insulation resistance. We recommend you request batch-specific test certificates — not just the original type test from years ago.
Red Flags in Test Reports
Watch out for reports that do not name the testing lab, reports with dates older than 2 years without revalidation, and reports where the cable model number does not exactly match what you are purchasing. Also be wary of suppliers who claim "equivalent" testing without naming the specific standard.
How can I confirm that the solar cable insulation will maintain its integrity for the full 25-year project lifespan?
We have been manufacturing solar cables for over 30 years, and the honest truth is that no accelerated lab test perfectly replicates 25 years of real-world exposure. But there are proven methods to get very close.
Confirm 25-year integrity by combining accelerated aging test data with proper material selection (electron-beam cross-linked XLPO), verified compliance to EN 50618 or IEC 62930, field performance records from existing installations, and attention to real-world installation conditions like microclimate effects, cable routing, and UV shielding.

Accelerated Aging: How Labs Simulate 25 Years
Accelerated aging tests compress decades into weeks by intensifying the stressors. UV chambers use xenon lamps at higher intensity than natural sunlight. Thermal aging ovens run at temperatures above the cable's rated maximum. Ozone chambers concentrate ozone far beyond atmospheric levels.
The math behind these tests follows the Arrhenius equation 9 for thermal aging: for every 10 °C increase above the rated temperature, the aging rate roughly doubles. So aging a cable at 150 °C for 3,000 hours can approximate 25 years at 90 °C. But this only captures thermal degradation. UV and ozone need their own separate simulations.
The Lab-vs-Field Gap
This is where expert opinions diverge. Lab tests isolate each stressor — UV alone, ozone alone, heat alone. But in the field, cables face all of these simultaneously, plus mechanical stress from wind vibration, thermal cycling between day and night, and moisture ingress from rain. The synergistic effect of UV plus ozone is particularly destructive because UV radiation generates free radicals on the polymer surface, and ozone attacks those weakened bonds.
Our engineering team addresses this by designing XLPO compounds with both UV stabilizers and antiozonants. We also use electron-beam cross-linking 10, which creates a tighter molecular network than chemical cross-linking. This makes the jacket more resistant to the combined attack.
Installation Conditions Matter More Than You Think
Even the best cable will fail early if installed poorly. Microclimates inside a solar array can create localized hot spots where cables are trapped between panels with no airflow. Temperatures in these zones can exceed ambient by 20–30 °C. Cables routed without UV-protective conduit on exposed rooftop sections face far more UV than those clipped under panel frames.
Here is a practical checklist for installation-related durability:
| Installation Factor | Risk | Mitigation |
|---|---|---|
| Cable trapped between panels | Heat buildup accelerates aging | Use cable trays with ventilation gaps |
| Exposed rooftop runs | Direct UV and ozone exposure | Route through UV-rated conduit or under panels |
| Coastal environments | Salt spray plus UV synergy | Specify tinned copper conductors and double-insulated jacket |
| Desert installations | Extreme UV + sand abrasion | Choose jackets with abrasion resistance ≥ 2,000 cycles |
| Cold climates below -20°C | Jacket embrittlement | Verify cold bend test at -40°C per EN 60811-504 |
Real-Time Monitoring: The Future of Cable Lifespan Verification
A growing trend in large-scale solar farms is embedding fiber optic sensors alongside cable runs. These sensors measure temperature and strain in real time. If a cable section begins to overheat or shift mechanically, the monitoring system flags it before a crack develops. While not yet standard, this approach gives project owners hard data to confirm — or challenge — the 25-year lifespan claim.
What are the key indicators I should look for to distinguish high-quality weather-resistant jackets from inferior alternatives?
After decades of testing cables — both our own and competitors' — our R&D team has identified a clear set of indicators that separate cables built to last from those that are simply built to sell.
Key indicators of high-quality weather-resistant jackets include electron-beam cross-linked XLPO material, verified hot set elongation below 175%, tensile strength above 12.5 MPa, ozone resistance at 200 pphm for 72 hours with no cracking, cold flexibility to -40°C, and certifications from recognized bodies like TUV, UL, or CSA with traceable batch documentation.

Visual and Tactile Inspection
Before you even look at a test report, you can learn a lot from the cable itself. A high-quality XLPO jacket has a smooth, consistent matte finish. It feels firm but flexible — not rubbery and soft, and not stiff and plasticky. Squeeze it: good cross-linked material springs back immediately. Poor material stays compressed or feels waxy.
Look at the printing on the jacket. Quality manufacturers print the cable type, standard, cross-section, voltage rating, and certification marks clearly and permanently. If the print rubs off with your thumbnail, the manufacturer cut corners on ink adhesion — and likely on the compound too.
Material Comparison: XLPO vs. Alternatives
Not all jacket materials are equal. Here is how the main options compare for solar applications:
| Property | XLPO (Electron Beam) | XLPO (Chemical) | TPE | PVC | PE |
|---|---|---|---|---|---|
| UV Resistance | Excellent | Good | Good | Poor | Fair |
| Ozone Resistance | Excellent | Good | Good | Poor | Fair |
| Temperature Range | -40°C to 120°C | -40°C to 120°C | -40°C to 110°C | -10°C to 70°C | -40°C to 80°C |
| Cross-link Density | High | Medium | N/A | N/A | N/A |
| Halogen-Free | Yes | Yes | Yes | No | Yes |
| Flame Retardancy | Good | Good | Fair | Good | Poor |
| Cost | Higher | Medium | Medium | Low | Low |
| Expected Lifespan (Outdoor) | 25–30+ years | 20–25 years | 15–20 years | 5–10 years | 10–15 years |
Electron-beam cross-linked XLPO is the gold standard for solar PV cables. The electron beam process creates a denser, more uniform cross-linked network than chemical methods, which results in better hot set performance and more consistent batch quality.
The Conductor Matters Too
Even the best jacket cannot compensate for a corroded conductor. For installations in humid, coastal, or high-pollution environments, insist on tinned copper conductors. The tin coating protects the copper from oxidation and corrosion. Bare copper conductors in these environments will develop green oxidation that increases resistance and eventually causes hot spots — which then attack the jacket from the inside out.
Certifications: What to Trust
Not all certifications carry the same weight. For the European market, TUV certification to EN 50618 is the benchmark. For North America, UL 4703 listing is essential. For global projects, IEC 62930 provides a universal baseline. Beware of cables that only carry a "CE" mark without any third-party test body listed — in many cases, CE marking for cables is self-declared and carries no independent verification of weather resistance.
The 10-Point Buyer Checklist
Here is a quick-reference checklist we provide to our EPC and distributor partners:
- Verify TUV/UL certificate on the issuing body's online database.
- Request ozone test report at 200 pphm for 72 hours.
- Request UV weathering report for 720 hours minimum.
- Check hot set test results: elongation < 175%, zero set.
- Confirm tensile strength ≥ 12.5 MPa and elongation ≥ 200%.
- Verify cold bend test at -40°C.
- Confirm electron-beam cross-linking (not just chemical).
- Inspect jacket surface for smoothness, print quality, and flexibility.
- Confirm tinned copper conductors for harsh environments.
- Request batch-specific test certificates, not just type test reports.
If a supplier cannot provide all ten items, you are taking a risk. In our experience, the suppliers who push back on documentation requests are the ones with something to hide.
Conclusion
Evaluating weather and ozone resistance comes down to verifying materials, demanding real test data, and understanding how installation conditions affect long-term performance. Choose cables backed by traceable certifications and batch-level proof.
Footnotes
1. Found an authoritative source providing an overview of the EN 50618:2014 standard for photovoltaic cables. ↩︎
2. Describes the international standard for plastics exposure to xenon-arc lamps for weathering tests. ↩︎
3. Authoritative source explaining the TUV Rheinland certification process and guidelines. ↩︎
4. Manufacturer's page detailing specifications and applications of H1Z2Z2-K cables. ↩︎
5. Explains how xenon arc lamps are used to simulate sunlight in accelerated weathering tests. ↩︎
6. Official database for verifying TÜV Rheinland certifications and product information. ↩︎
7. Academic review discussing properties and applications of cross-linked polyolefins (XLPO). ↩︎
8. Explains the hot set test, a critical procedure for evaluating polymeric cable materials. ↩︎
9. Academic review detailing the Arrhenius model for predicting polymeric material degradation and lifetime. ↩︎
10. Industry source explaining the process and benefits of electron-beam crosslinking for polymers. ↩︎